圆管构件加工制作方案
一、圆管构件构件加工制作工艺流程

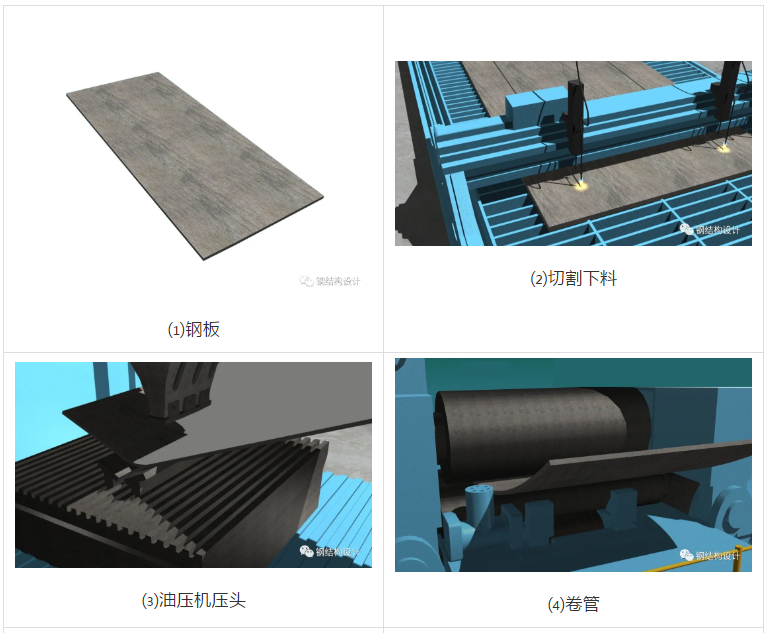
圆管构件加工制作成型工艺流程和方法
1、制作流程一:钢板矫平

钢板的局部平面度允许偏差:
Δ≤1.5(t≤14);
Δ≤1.0(t>14);
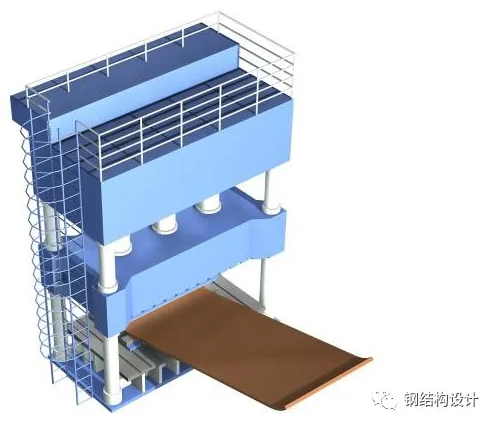
2、制作流程二:端部预弯
卷制前采用油压机或卷板机进行两侧预压成型;
预压范围为端部150~300mm,压痕深度≤0.5mm;
用样板检验两端半径。
3、制作流程三:筒体卷制
采用多次进料渐近法滚弯;
用样板检验板件半径。
4、制作流程四:纵缝焊接
先焊筒体内侧,外侧清根后再焊筒体外侧焊缝;
直缝焊接完成后用进行回圆。

5、制作流程五:环缝焊接
先焊筒体内侧,外侧清根后再焊筒体外侧焊缝。
环缝焊接示意图▼

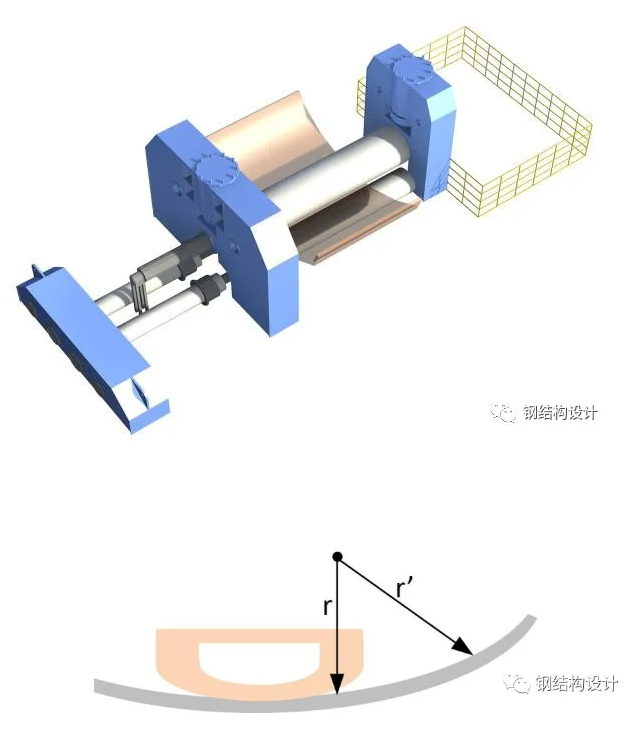
6、制作流程六:筒体复测
弯曲钢管的加工精度直接影响其他部件的定位准确性,采用四等分线法配合全站仪测量筒体接长精度。
▼图例

7、制作流程七:端部铣平
端铣量为3~5mm。
▼端铣示意图
8、制作流程八:牛腿组装
牛腿上表面位置尺寸偏差≤±2.0mm;
牛腿端孔到柱轴线距离允许偏差≤±3.0mm;
牛腿中心线扭曲、侧偏差≤3.0mm
坐标测量点▼
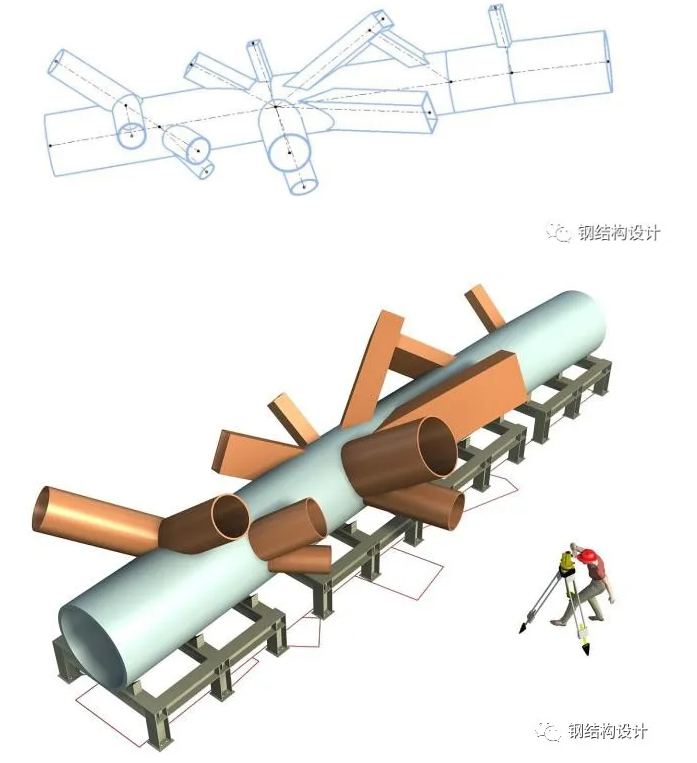
▼加工实景


① 预弯
采用2000吨压力机或非对称式三辊卷板机对钢板两端进行预弯,钢板端部的压制次数至少压三次,先在钢板端部150mm范围内压一次,然后在300mm范围内重压二次,以减小钢板的弹性,防止头部失圆,压制后用样板检验。
② 钢管卷制
两端预弯检测合格后,将钢板吊入数控三辊卷板机,为防止产生错边,应将钢板对中,使钢板的纵向中心线与辊筒轴线保持严格的平行。然后采用渐进式卷制,卷制过程中应不断将钢板表面脱落的氧化皮扫去,以免压伤钢板表面。
③ 钢管纵缝的焊接工艺
(1)焊接方法:钢管纵缝采用半自动埋弧焊进行焊接,焊接前应进行纵缝拼接定位焊,定位焊焊缝长度宜大于40mm,间距宜为500~600mm,定位焊焊缝厚度不宜超过设计焊缝的2/3。焊接时应注意板边错变量和焊缝间隙。
(2)焊前预热:焊接前必须对焊缝两侧100mm范围内进行预热,预热采用陶瓷电加热板进行预热,预热温度100~150℃,加热时需随时用测温仪和温控仪测量控制加热温度。
(3)焊接顺序:先焊内侧,后焊外侧面。内侧焊满2/3坡口深度后进行外侧碳弧气刨清根,并焊满外侧坡口,再焊满内侧大坡口,使焊缝成型。冷却后进行焊缝无损检测。
(4)防止管体焊接产生微裂纹的措施
由于厚板从卷制到成型的过程中,产生的拘束应力非常大,将直接导致钢板的硬度增大,使材料塑性降低,钢材可焊性降低,焊接后在焊缝热影响区易产生微裂纹,为了保证管体焊缝不致产生裂纹将采取以下措施进行施工:
严格按厚板焊接要求进行焊接;
进行焊后热处理,用电加热的方法对焊缝进行消氢处理。
(5)整体检测
管体加工过程中和加工成型及纵缝焊接后均需采用专用样板进行检查管体的成型,加工样板采用2-3mm不锈钢板制作,每节管体应用不少于三个部位的检查样板进行检查。管体加工成型后应直立于水平平台上进行检查,其精度要求应达到规范要求。
(6)矫正
当达不到以上要求时,必须进行矫正,矫正采用卷板机和火焰加热法进行。如误差出现偏大时,采用卷板机用滚压法进行矫正,如误差偏小,采用火焰矫正即可。
④ 钢管接长和环缝的焊接
筒体接长前必须对单个筒节进行矫正,相邻管节拼装组装时,纵缝应相互错开大于200mm,并必须保证两端口的椭圆度、垂直度以及直线度要求,符合要求后定位焊。
将拼接好的管体吊入滚轮焊接胎架上用伸臂埋弧焊接机进行环缝的焊接,焊接要求同纵缝焊接。
环缝焊接顺序:先焊管体内侧焊缝,外侧清根后再焊管体外侧焊缝。环缝焊接前同样采用陶瓷电加热板进行焊前预热。
焊后进行检测,并对超差进行矫正,
钢管柱牛腿装焊
装配前首先设置装配胎架和地样,胎架和地样投入使用前交专职质检员进行检查合格方可使用。
将钢管柱在胎架上进行精确定位,同时根据地样在钢管外表面上弹出牛腿及环板定位线,检查合格后进行牛腿装配,并用全站仪对牛腿装配精度进行检查。合格后方可进行焊接,牛腿及外环板与钢管之间的焊接采用CO2气体保护焊进行。
⑤ 圆管构件加工精度

钢管卷管工艺流程
1)卷管成型

2)钢管对接要求
圆管工厂对接在长度方向预留10mm~20mm的余量;
钢管对接时应注意两节圆管的纵焊缝要错开200mm以上,管径≤800mm,最短拼接长度为600mm,管径>800mm,最短拼接长度为1000mm;
钢管构件外形尺寸的允许偏差如下表:
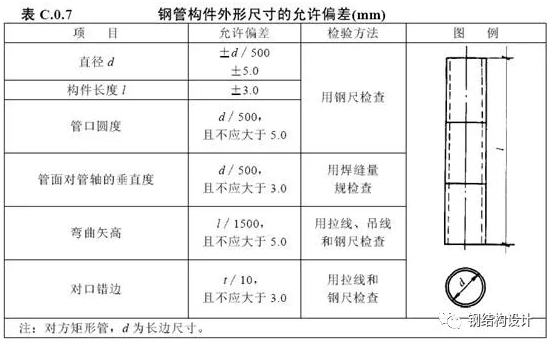
3)坡口加工的精度如下表:

坡口加工采用专用切割设备—钢管半自动切割机进行切割;切割前应清除母材表面的油污、铁锈和潮气,切割后气割表面应光滑无裂纹,熔渣和飞溅物应除去。
(编辑:奚雅青)